
Содержание
- Язык машиностроения
- Базовая терминология проектирования и сборки штампа
- Штамповочный пресс
- Пресс инсульт
- Умереть Размер
- Отливки
- Die Деталь
- Фрезерование и обработка
- Основной дизайн
- Пустой рисунок
- Обрезать Die
- Обрезные стали
- Пирс оборудование
- Die Cam
- Вопросы и Ответы
Джейсон Марович работал чертежником и оператором САПР с 1990 по 2005 год в области автомобильной техники.

Язык машиностроения
В индустрии штамповки металлов разработан своего рода псевдоязык. Для непрофессионала, который не был осведомлен о том, как изготавливаются детали из листового металла, слушать, как кто-то говорит об этом, может быть похоже на то, чтобы слушать кого-то, говорящего на иностранном языке.
Это руководство было написано, чтобы помочь тем, кто хочет знать, о чем говорят инженеры и заводские рабочие, когда они обсуждают штамповку листового металла и машины, которые выполняют процессы штамповки, формовки, обрезки, отбортовки, прошивки и повторной штамповки листового металла.
Машиностроение - одно из тех ремесел, на понимание которого уйдут годы. По крайней мере, грубое знание металлургии, систем давления, обработки стали и литья чугуна - все это инструменты, которыми обладают проектировщики штампов и строители.
Компьютерные технологии дали непрофессионалам возможность просматривать трехмерные модели штамповочных прессов и штампов. Эти программы виртуального проектирования имеют решающее значение, позволяя другим следить за штампом на различных этапах его проектирования и сборки. Но если вы не знаете, на какие компоненты вы смотрите или для какой цели они служат, у вас возникнут проблемы с пониманием чьих-либо объяснений машины просто потому, что многие имена и слова, используемые в машиностроении, неизвестны специалистам. человек, который не имел длительного опыта в индустрии штамповки металлов.
Чтобы получить более общее представление о штамповке листового металла в автомобильной промышленности, прочтите "Штамповочные штампы: основное описание штампов для штамповки металлов. »Это руководство предназначено для того, чтобы помочь людям понять самые основные концепции того, как автомобильная деталь из листового металла переходит от концепции к производству, и служит вводным курсом к этой статье.
Базовая терминология проектирования и сборки штампа
Следующие термины приведены в порядке их полезности; им приказывают помочь тем, кто не знаком с типами механических штампов и их применением в качестве инструментов для изготовления штампованных металлических деталей.
Штамповочный пресс
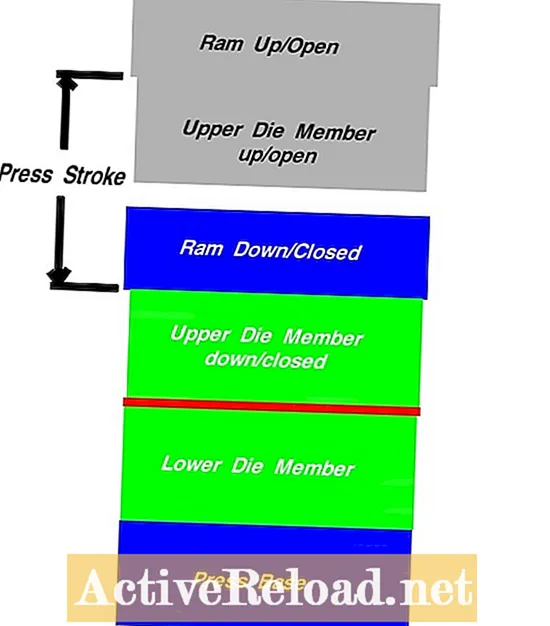
Это машина, к которой прикрепляется готовый набор штампов. Дно пресса или основание неподвижно. Верхний плунжер перемещается вверх и вниз и обеспечивает давление, необходимое для формирования или удержания металлического места на нижней половине матрицы, которая установлена на неподвижном основании. Верхний штамп крепится к толкателю, перемещаясь вместе с ним вверх и вниз.
Пресс инсульт
Плунжер пресса опускается до тех пор, пока верхний элемент штампа не сомкнется на нижнем элементе штампа. Затем плунжер возвращается, открывая матрицу и позволяя удалить готовую деталь. Затем в матрицу помещается новая заготовка. Каждый цикл подъема и опускания выполняется в соответствии с одними и теми же характеристиками в зависимости от типа пресса. Расстояние, которое плунжер перемещает вверх или вниз, и есть ход пресса.
У более крупных прессов обычно большее расстояние хода пресса. Еще один важный фактор хода пресса - количество ходов в минуту. Различные прессы имеют разные вариации скорости, и два фактора, расстояние хода пресса и количество ходов пресса в минуту, тщательно рассматриваются, прежде чем инженеры штампов начнут работу с штампами, которые будут установлены на каретку пресса и плунжер.
Умереть Размер
Эти размеры обычно относятся к верхней и нижней пластинам, на которые устанавливаются остальные компоненты матрицы. Это либо штампы из стали, либо из чугуна. Железо дешевле стали, поэтому, если потребуется большая матрица, скорее всего, она будет сделана из железа. Меньшие наборы штампов изготавливаются из стали и часто продаются в виде полных штампов с направляющими штифтами и монтажными пазами или отверстиями. Размеры штампа включают общий (o.a.) размер штампа и размер набора штампов. Если верхний железный башмак имеет толщину 50 мм, длину 1200 мм и длину 800 мм, размеры будут выглядеть следующим образом: 50 x 1200 x 800. Литые штампы можно легко сконструировать под любой размер, тогда как наборы стальных штампов продаются в различных размерах, выбирая Правильно, иногда может оказаться проблемой.
Отливки
Когда было принято решение спроектировать матрицу из железа, части матрицы называются отливками. Сюда не входят стандартные детали, такие как штампы или предохранительные блоки, которые обычно изготавливаются из стали. Отливки из чугуна - это необработанный металл, который можно обрабатывать в различных местах, где требуется чистая поверхность (например, монтажная поверхность).
При проектировании отливок инженер должен учитывать вес, прочность стенок, размер сердечника и стоимость. Как только проект отливки утвержден, он извлекается или отделяется от общего дизайна и получает собственный компьютерный файл. Этот файл отправляется на литейный завод, где разливают железо в соответствии с точными спецификациями, предоставленными им источником дизайна. Когда железо остынет, эскиз трехмерного рисунка готов для дальнейшей работы машинистами.
Die Деталь
Обычно это отливки, взятые из общей конструкции, как описано выше. Но они могут включать стальные компоненты. Всякий раз, когда чертеж или 3D-модель помогут строителям лучше увидеть или понять дизайн, строительная компания может запросить отдельные слои или файлы, которые позволят им отдельно рассмотреть любой основной компонент штампа. Например, верхняя площадка штампа может быть отлита и обработана из материала (файлов, чертежей), который показывает ее не только в том виде, в каком она установлена в штампе, но и отдельно.
Фрезерование и обработка
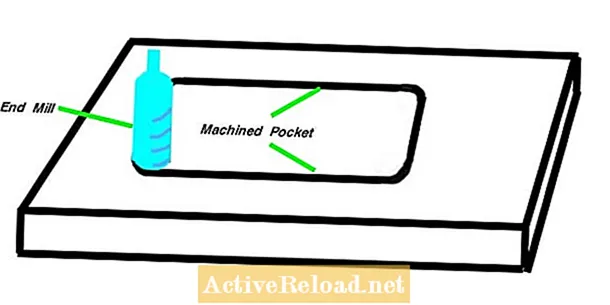
Финишная обработка поверхности называется механической обработкой. Это часто выполняется с помощью прядильного станка по металлу, называемого мельницей. Фрезы можно использовать для вырезания карманов в железе или стали, создания готовых поверхностей в соответствии с жесткими требованиями и следования по траекториям, запрограммированным в его компьютере, что позволяет им обрабатывать большие поверхности в течение нескольких часов без остановки.
На рисунке выше обратите внимание на закругленные углы обрабатываемого кармана. Если нет биения - пути для беспрепятственного движения фрезы при ее снятии или переходе к следующей операции - углы будут закруглены до того же радиуса, что и фрезы. Эти инструменты не могут создавать квадратные углы, но есть инструменты для прожигания проволоки и другие возможности для этого.
Основной дизайн
Это относится к практике, которую инженеры-конструкторы используют для осветления металла. То есть в твердом железном блоке может быть сердцевина (облегчена путем удаления части железа), если это не снижает прочность железа внутри матрицы. Два преимущества разработки штампа с интеллектуальной схемой сердечника (во многих случаях со стандартами отбора керна, предоставленными организацией, запросившей деталь), - это экономичность чугуна и чувствительность к весу штампа.
Пустой рисунок
Это операция, выполняемая вытяжными штампами. Эти штампы обычно являются первым или вторым штампом в любом ряду штампов. Неформованная заготовка из листового металла загружается в матрицу и формируется в соответствии со спецификациями, указанными в файле данных детали. В штампах для вытяжки используется давление для формования металла. Плавающая нижняя подушка, приводимая в действие системой давления под ней, является неотъемлемой частью любой вытяжной штамп.Эту подушечку можно использовать для формирования металла на верхнем пуансоне или в качестве «кольца» для захвата металла, когда пуансон опускается вниз и формирует его.
Обрезать Die
Этот тип штампа разработан с упором на удаление нежелательного металла с детали. Для обрезки больших отверстий, например оконных проемов, можно использовать плашки. Обрезка до готовой линии обрезки иногда выполняется с помощью более чем одного обрезного штампа в линейке. Дизайнеры делают все возможное, чтобы все основные операции по обрезке выполнялись за один штамп, но иногда это просто невозможно.
Существует три основных типа обрезки:
- Грубая обрезка: Обрезка материала для повышения эффективности или доступа к следующей операции, окончательной обрезке.
- Окончательная обрезка: Это операция, при которой деталь обрезается до окончательной формы.
- Отделка салона: Обычно более сложный и требующий плана компоновки стальной обрезки, это процесс обрезки отверстий, расположенных внутри линии окончательной обрезки.
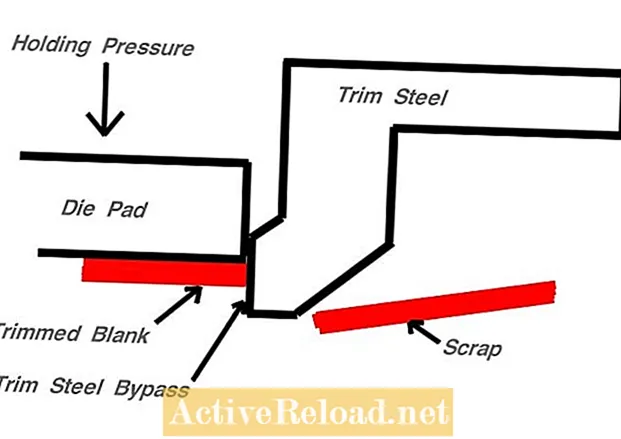
Обрезные стали
Эти управляемые стальные компоненты имеют монтажную поверхность и обрезной нож. Лезвия, установленные на верхней матрице или кулачке, действуют как верхняя часть ножниц. Когда их обрушивают на металл, они встречают нижнюю сталь, которая действует как нижняя челюсть ножниц. Сталь немного проникает в металл, чтобы обойти толщину металла. Листовой металл, который отваливается от линии обрезки после обрезки, называется ломом.
Пирс оборудование
Когда в панели требуются отверстия меньшего размера, такие как круглые или квадратные, используется штамповочный пуансон (установленный в держателе штампа, который, в свою очередь, устанавливается на закрывающуюся поверхность штампа). Эти штампы из закаленной стали можно затачивать так, чтобы один штамп мог выдержать всю процедуру штамповки, иногда десятки тысяч ударов. Оборудование для прошивки обычно относится к пуансону с наружной резьбой, пуговице с внутренней резьбой и монтажным фиксаторам.
Die Cam
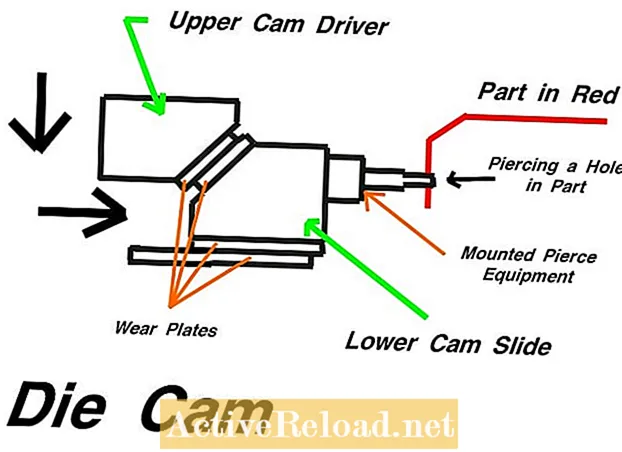
Это механическое устройство (см. диаграмму ниже), который позволяет выполнять операцию штампа иначе, чем прямо вверх и вниз. Угловая поверхность может быть обработана на поверхности штампа для размещения кулачкового салазок, половина кулачка, которая может фактически перемещаться более горизонтально. Угловая поверхность кулачкового привода закрывается на угловой поверхности кулачкового ползуна, заставляя нижнюю половину скользить в заданном направлении. Например, пуансон, установленный на лицевой стороне ползуна кулачка, может быть прижат вперед кулачковым приводом, так что он пробивает горизонтальное отверстие в листе металла.
Очевидно, что по мере того, как те, кто интересуется дизайном штампов, осваивают более сложные процессы изготовления штампов, они будут сталкиваться со все более и более новой терминологией. Поскольку в производстве деталей требуется участие очень большого количества людей, занимающихся различными ремеслами, у более амбициозных людей есть возможность изучить не только словарный запас в своей области, но и в каждом из дополнительных процессов.
Всесторонний инженер-технолог поймет путь, который проходит заготовка из листового металла, чтобы добраться до готового продукта. Оборудование, созданное для производства этих деталей, проходит процесс, столь же ценный для инженера, который хочет поговорить о производстве деталей на всех уровнях.
Эта статья точна и правдива, насколько известно автору. Контент предназначен только для информационных или развлекательных целей и не заменяет личного или профессионального совета по деловым, финансовым, юридическим или техническим вопросам.
Вопросы и Ответы
Вопрос: Кто такой вратарь «Джаликоал»? Я понятия не имею, как это писать. Джоллико?
Отвечать: Название компании - Jolico. Вы можете найти и заказать их защитные блоки в их книге стандартов.

